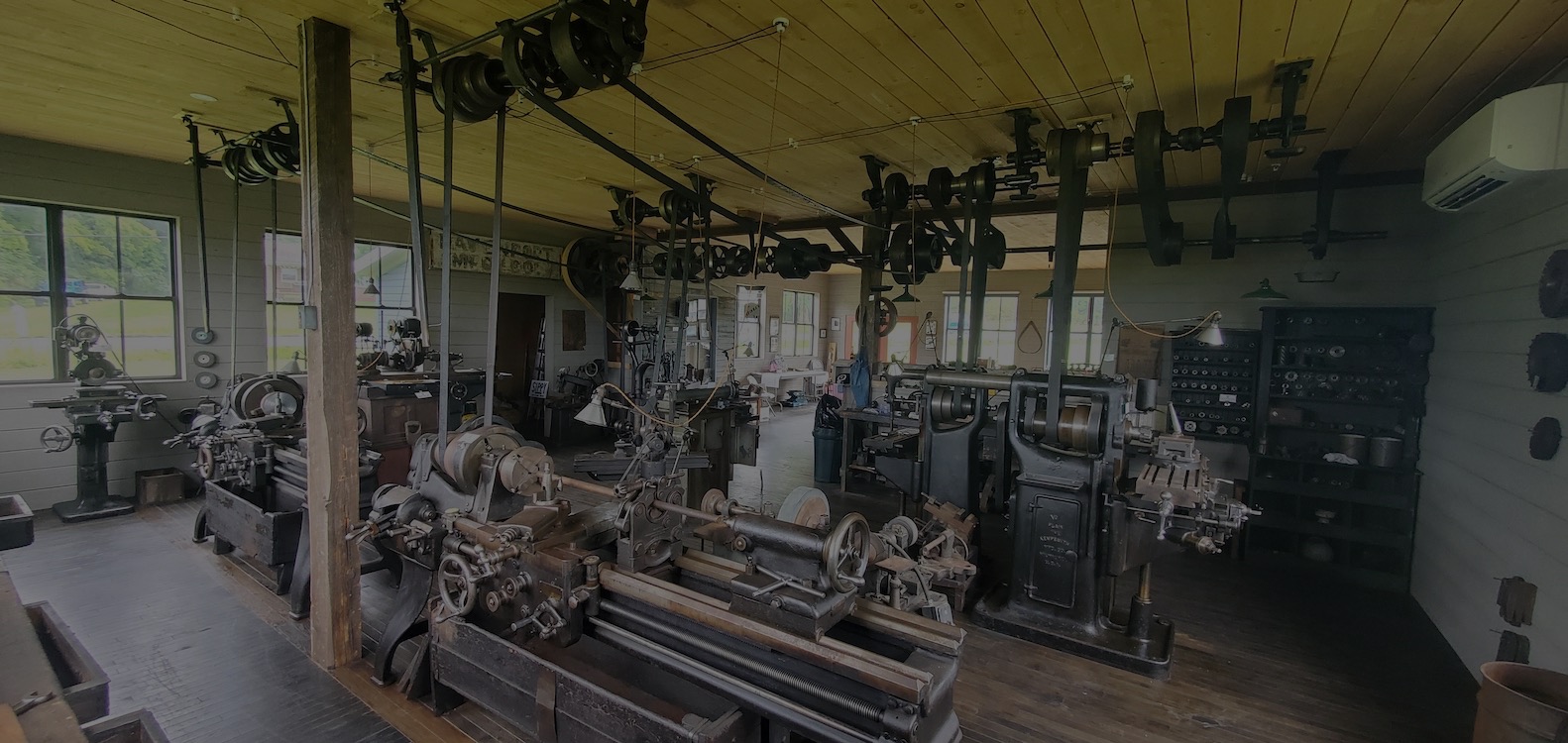
Sippy Historic Machine Shop
An Exhibition and Collection of Historic Artifacts That Reflect the Origins of the
Tooling and Machining Industry and Its Impact on the Greater Meadville Area.


The Davenport Plain Milling Machine is the signature piece of the machine collection at the Historic Machine Shop. Fred changed the name of his company to the Davenport Mfg. Company when he designed and built the Plain Milling Machine #1 here in Meadville during the 1920’s. The complete set of drawings he used for manufacturing all the components is also on display. This early milling machine is a very simple design with feed screws for the x axis (horizontal) and z axis (vertical), while the y feed axis was achieved with a hand lever for the operator to simply push the Y axis worktable into the cutter. The step pulley provides four spindle speed choices, while the common shaft enables forward and reverse spindle directions by crossing the belt on the second engagement clutch.
A horizontal support arm attachment is available for the flexibility to achieve machining in either desired spindle setup or the use of assorted other attachments.
The Davenport Plain Milling Machine #1 has been in continuous operation at The Davenport Mfg. Company and then The Foriska Machine Shop and is still operational today in its natural preserved condition.

Shaper
The shaper machine was manufactured by Pratt and Whitney of Hartford Conn. around 1924 and was indispensable in the early days of machining as its purpose was to take the heavy cuts required to remove the scale from the rolled steels of that time while rough squaring the material for subsequent machining operations on the milling machines. The operator uses the same tool bits and technology as a lathe machine to remove steel from one side of the workpiece held in a vise, and by repeated operations can produce a squared-up workpiece from a rough forged piece of material.
The shaper has a step pulley to achieve four cutting speeds and an auto feed reversible ratchet to control chip load on the tool bit. Only one engagement clutch is required on the common shaft,
This Pratt and Whitney shaper has been in continuous use at the Davenport Mfg. Company and the Foriska Machine Shop since the 1920’s and is still fully operational at the Historic Machine Shop.
Lathes
There are two flat belt lathes in operation at the Historic Machine Shop, both were manufactured by American Tool Works Co. in Cincinnati OH in the 1920’s. They each can turn eighteen-inch diameters, but one will handle six-foot lengths, while the smaller one is only four-foot capacity.
They both have eight spindle speeds by using a “back gear” feature, have power feeds of any speed and can thread any pitch that may be required. There is a complete assortment of three and four jaw chucks, face plates, and steady rests.
Their common shafts have two engagement clutches to enable forward and reverse spindle operation, and both have been in continuous operation since the 1920’s at Davenport Mfg. Co and Foriska Machine Shop, and both are still completely operational now at the Historic Machine Shop in their preserved condition.



Drill Press
The drill press is a staple in any machine shop and this one was manufactured by Hoefer Mfg. Co. of Freeport IL and features a power down feed, driven by an independent pulley system as part of the drill press and includes an adjustable trigger to stop the power feed. The machine achieves four spindle speeds from its four-step pulley and runs direct from the main line shaft without a common shaft. The operator uses a foot pedal to slide the drive belt from an idler pulley onto the machines fixed pulley to put the drill press in operation.
The drill press has been in continuous operation at the Davenport Mfg. Co and then the Foriska Machine Shop since 1910 and operates today in its preserved condition at the Historic Machine Shop.

Surface Grinder

The 6 x 12 surface grinder was a later addition to the Davenport Mfg. Co since it was acquired in 1935 when Meadville’s Hookless Fastener Company scraped out three belt driven grinders, manufactured by Willmarth and Norman Co. in Grand Rapids MI.. Fred Davenport salvaged, rebuilt, and electrified them, selling two and keeping one for his own operation. The grinder has a permanent magnetic chuck and features a wheel dresser built into the wheel guard.
Today’s surface grinder operator will be confronted with the unique design of having the longitudinal and down feed handles on opposite sides of the machine as compared to a conventional surface grinder of today!
The surface grinder is in full operation here at the Historic Machine Shop in its 1935 electrified condition.

Power Hack Saw
The power hack saw has been in continuous operation since 1922 at the Davenport Mfg. Co. and the Foriska Machine Shop and was manufactured in 1922 by Peerless Machine Co. in Racine WI. It features an integrated pressure feed, work holding vise and coolant pump. The Peerless brothers believed flood coolant was the answer to efficient sawing operations and included a coolant pump on all their saws. The Peerless Saw company still exists today.
Frank Foriska electrified the saw in the 1980’s since he seemed to be running his line shaft too often just to keep the saw going. The saw is in working condition today and is running (electrified and without the coolant pump) in its preserved condition at the Historic Machine Shop. It is still located in position to be run direct from the line shaft.
